
Как найти лучшие заводы по производству разъединителей 10 кВ в Китае?
2026-06-21
Как найти надежного поставщика разъединителей 10 кВ в Китае: практическое руководство для инженеров
Поиск качественного разъединителя на китайском рынке требует не просто просмотра каталогов, а глубокого анализа производственных мощностей и сертификатов. В нашей практике мы сталкивались с ситуациями, когда низкая цена оборачивалась отказом изоляторов при температуре -40°C или коррозией контактов через год эксплуатации. Чтобы избежать таких рисков, необходимо проверять не только цену за единицу, но и наличие действующих патентов, реальную автоматизацию линий и соответствие международным стандартам ISO. Эта статья даст вам конкретный алгоритм действий, основанный на опыте работы с десятками заводов в провинции Чжэцзян.
Критические параметры выбора: почему спецификация важнее цены
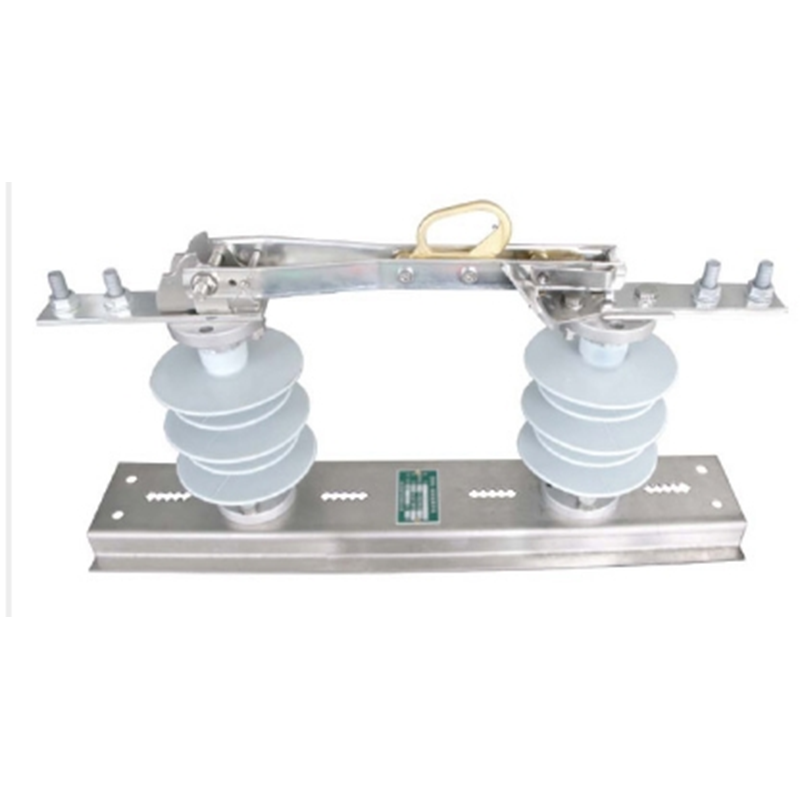
Первое, на что смотрят опытные закупщики — это не стоимость, а тип привода и материал контактов. Для сетей 10 кВ критически важно, чтобы механизм обеспечивал четкое переключение без зависания в промежуточном положении. Мы рекомендуем обращать внимание на модели с магнитным приводом, такие как ZW32M-12, которые демонстрируют быстродействие на 30% выше традиционных пружинных аналогов. Если вы выберете устройство с ручным приводом низкого качества, риск человеческой ошибки при оперативных переключениях возрастает многократно.
Материал токоведущих частей также играет решающую роль. Дешевые заводы часто экономят на серебрении контактов, используя чистую медь или алюминий без защитного покрытия. Это приводит к окислению и перегреву в местах соединения уже через 6–8 месяцев работы под нагрузкой. Надежный разъединитель должен иметь контакты с серебряным напылением толщиной не менее 8 мкм, что гарантирует стабильное переходное сопротивление даже после тысяч циклов коммутации.
Обратите внимание на климатическое исполнение. Оборудование, предназначенное для работы в суровых условиях России или Сибири, должно соответствовать стандарту УХЛ1 (или его международному аналогу). Обычные заводские версии, сделанные для южных регионов Китая, могут потерять герметичность уплотнений при морозе ниже -25°C. Всегда требуйте протоколы климатических испытаний перед подписанием контракта.
Технические риски при импорте из Китая и как их избежать
Одна из самых частых проблем при закупке высоковольтного оборудования — несоответствие заявленных характеристик реальным. В одном из наших проектов клиент получил партию устройств, где номинальный ток был указан как 630 А, но при реальной нагрузке 500 А наблюдался нагрев корпуса выше допустимых норм. Причина крылась в использовании алюминиевых шин вместо медных внутри корпуса, что производитель скрыл в технической документации. Такой обман выявляется только при выборочной разборке образца или независимой экспертизе.
Другой скрытый риск — качество изоляции. Фарфоровые изоляторы низкого качества могут иметь микротрещины, незаметные глазу, но приводящие к пробою при грозовых перенапряжениях. Современные заводы переходят на композитные изоляторы с силиконовой оболочкой, которые легче и устойчивее к загрязнениям. Однако и здесь есть нюансы: дешевый силикон со временем теряет гидрофобность и начинает накапливать влагу. Проверяйте сертификат типа продукта и убедитесь, что изоляторы прошли тесты на старение УФ-излучением.
Не забывайте про систему заземления. В бюджетных моделях часто экономят на сечении заземляющих проводников или используют болтовые соединения без пружинных шайб. Это создает опасность для персонала при обслуживании. Требуйте, чтобы схема заземления соответствовала ГОСТ или IEC 62271, и проверяйте наличие маркировки точек заземления на каждом изделии.
Роль сертификации и производственной культуры
Наличие сертификата ISO 9001 — это базовое требование, но оно не гарантирует качество каждого конкретного изделия. Гораздо важнее наличие системы энергетического менеджмента ISO 50001, которая свидетельствует о том, что завод контролирует не только качество, но и эффективность своих процессов. Такие предприятия, как ООО «Чжэцзян Синтянь Электрик», внедряют эти стандарты не для галочки, а для оптимизации производства, что напрямую влияет на стабильность параметров выпускаемой продукции.
Автоматизация сборочных линий — еще один маркер надежности. Ручная сборка высоковольтных аппаратов неизбежно ведет к разбросу параметров затяжки болтов и нанесения смазки. Заводы, использующие немецкие лазерные установки CO₂ и полностью автоматизированные линии, обеспечивают точность геометрии корпуса до долей миллиметра. Это критично для герметичности камер вакуумных выключателей и корректной работы механических блокировок разъединителей.
Проверьте наличие собственных испытательных лабораторий. Завод, который отправляет каждое изделие на стороннюю проверку, увеличивает сроки поставки и риски ошибок. Передовые производители проводят полный цикл испытаний на месте: от проверки механической износостойкости до тестов на устойчивость к короткому замыканию. Наличие аккредитованной лаборатории внутри предприятия сокращает время выхода брака на рынок до нуля.
Сравнение производителей: на что смотреть в первую очередь
При выборе между несколькими поставщиками используйте единую систему оценки. Не сравнивайте только цену — сравнивайте совокупную стоимость владения, включая затраты на монтаж, обслуживание и возможные простои. Ниже приведена таблица ключевых параметров, которые помогут вам отсеять ненадежных партнеров.
| Параметр сравнения | Надежный высокотехнологичный завод | Бюджетный сборочный цех |
|---|---|---|
| Производственное оборудование | ЧПУ станки, роботизированная сварка, автоматические линии сборки | Ручной инструмент, полуавтоматическая сварка, конвейерная лента |
| Контроль качества | 100% тестирование каждого изделия, встроенная ERP-система отслеживания | Выборочный контроль (1 из 50), бумажные журналы учета |
| Сертификация | ISO 9001, ISO 50001, CCC, EAC, собственные патенты | Только обязательный минимум, часто просроченные сертификаты |
| Срок поставки | Стабильный график благодаря планированию в ERP (25-30 дней) | Плавающий график, возможны задержки до 2 месяцев из-за нехватки комплектующих |
| Техническая поддержка | Инженеры с опытом 10+ лет, удаленный мониторинг, запасные части в наличии | Менеджеры без технического образования, ожидание запчастей из Китая |
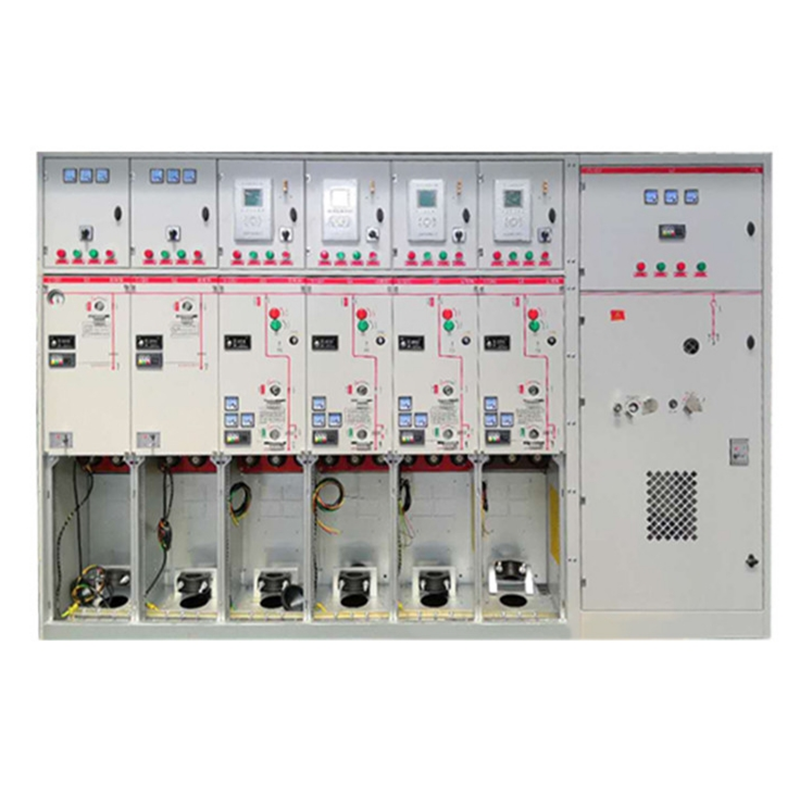
Выбирая партнера, отдавайте предпочтение компаниям с полным циклом производства. Если завод покупает корпуса и механизмы на стороне, он не может гарантировать их совместимость и долговечность. Интеграция первичного и вторичного оборудования в единую платформу, как это делают лидеры рынка, позволяет реализовать функции удаленного мониторинга и диагностики, что становится стандартом для современных сетей.
Практические шаги по верификации поставщика
- Запросите видео производства в реальном времени. Не довольствуйтесь рекламными роликами. Попросите провести видеозвонок прямо в цех, чтобы увидеть работу станков и процесс сборки. Обратите внимание на чистоту в помещении и организацию рабочего пространства — это прямой индикатор культуры производства.
- Проверьте референс-лист на объекты схожего масштаба. Узнайте, поставлял ли завод оборудование для государственных сетей или крупных промышленных предприятий. Работа с такими заказчиками подразумевает жесткий входной контроль, который уже прошли эти изделия. Например, продукция, поставляемая для проектов Государственной электросети КНР, проходит многоступенчатую проверку.
- Закажите образец для независимой экспертизы. Перед крупным заказом купите 1-2 единицы товара и отправьте их в аккредитованную лабораторию вашей страны. Проверьте соответствие веса, габаритов, материала контактов и толщины покрытия заявленным в паспорте. Расхождение даже на 5-10% может сигнализировать о системном браке.
- Оцените скорость реакции технической поддержки. Задайте сложный технический вопрос по схеме подключения или настройке реле. Если ответ приходит через 3 дня или содержит шаблонную фразу “посмотрите в инструкции”, это плохой знак. Профессионалы отвечают в течение 24 часов с детальным разъяснением.
- Изучите патентную базу компании. Наличие собственных патентов на полезные модели и изобретения говорит о том, что компания инвестирует в R&D, а не просто копирует чужие разработки. Технологии быстродействующих магнитных приводов или интеллектуального температурного управления — это результат многолетних исследований.
Почему стоит рассмотреть сотрудничество с лидерами отрасли
Когда речь идет о безопасности энергосистемы, компромиссы недопустимы. Компании, такие как ООО «Чжэцзян Синтянь Электрик», базируются в зоне экономического развития города Юэцин и специализируются именно на высоковольтном интеллектуальном оборудовании. Их портфель включает не только стандартные разъединители серий GW1-12 и GW9-12, но и сложные решения вроде вакуумных выключателей ZW32-12G с интегрированным первично-вторичным оборудованием.
Использование передового оборудования, такого как револьверные координатно-пробивные станки с ЧПУ и немецкие лазерные установки, позволяет достигать высочайшей точности изготовления. Внедрение ERP-системы обеспечивает сквозной контроль качества от момента заказа металла до финальных испытаний. Годовой объем производства в 200 миллионов юаней подтверждает масштаб и надежность поставок, а наличие более 30 патентов свидетельствует о технологическом лидерстве.
Особое внимание такие предприятия уделяют экологическим стандартам и энергоэффективности. Сертификация по системе ISO 50001 и статус «Зеленого завода» означают, что производство соответствует самым строгим международным требованиям. Это важно не только для имиджа вашей компании, но и для долгосрочной надежности оборудования, которое производится в условиях строгой регламентации процессов.
Часто задаваемые вопросы
Какой минимальный объем заказа (MOQ) для разъединителей 10 кВ?
Для стандартных моделей большинство серьезных заводов готовы отгрузить от 1 штуки в качестве образца, но для оптовых цен обычно требуется заказ от 5–10 единиц. Однако логистические расходы на малые партии могут быть неоправданно высокими. Мы рекомендуем формировать заказ исходя из потребностей одного проекта или квартального плана закупок, чтобы оптимизировать стоимость доставки на единицу продукции.
Сколько времени занимает доставка оборудования из Китая в Россию или СНГ?
Стандартный срок производства составляет 25–30 рабочих дней после утверждения чертежей и внесения предоплаты. Доставка железнодорожным транспортом занимает еще 15–20 дней до центральных регионов. Таким образом, общий цикл от подписания контракта до получения груза на складе составляет около 2 месяцев. Учитывайте этот срок при планировании строительных работ, чтобы избежать простоев бригад.
Гарантирует ли сертификат CE качество продукции?
Сертификат CE подтверждает соответствие европейским директивам безопасности, но он не является гарантией долговечности или безотказности. Многие мелкие фабрики получают его формально. Настоящим показателем качества является сочетание международных сертификатов (CE, EAC) с внутренними стандартами контроля качества завода, такими как ISO 9001, и наличием реальных кейсов эксплуатации в сложных климатических условиях.
Можно ли заказать оборудование с адаптированными характеристиками?
Да, ведущие производители предлагают кастомизацию под конкретные требования проекта. Это может касаться типа привода (ручной, электрический, магнитный), материала изоляторов, степени защиты IP или климатического исполнения. Важно обсудить эти детали на этапе технического задания, так как изменение конструкции может повлиять на сроки производства и итоговую стоимость.
Выбор правильного партнера для поставки высоковольтного оборудования — это стратегическое решение, влияющее на надежность всей вашей энергосистемы. Не экономьте на этапе аудита производителя: проверка производственных линий, анализ сертификатов и тестирование образцов окупятся многолетней безаварийной работой сети. Доверяйте компаниям с прозрачной историей, собственными патентами и опытом участия в масштабных инфраструктурных проектах.
Если вы ищете надежного поставщика разъединителей и другого высоковольтного оборудования, способного обеспечить полный цикл поддержки от проектирования до сервиса, рассмотрите варианты сотрудничества с проверенными высокотехнологичными предприятиями. Узнать подробнее о продукции и технических характеристиках можно на официальном сайте, где представлена полная документация и контакты инженерной службы.