
Опыт применения выключателей 40.5 кВ в промышленных зонах: Реальные примеры
2026-06-29
- Почему 40.5 кВ — это критическая точка отказа в промышленных сетях
- Реальный кейс: Металлургический комбинат и проблема вибрации
- Технические параметры, которые реально влияют на выбор
- Сравнение типов конструкций: Что выбрать для вашей задачи
- Ошибки монтажа и эксплуатации, стоящие миллионов
- Интеграция в современные цифровые системы
- Как выбрать надежного поставщика: Критерии оценки
- Заключение: Инвестиция в безопасность и стабильность
Почему 40.5 кВ — это критическая точка отказа в промышленных сетях
Выбор коммутационного оборудования для напряжения 40.5 кВ определяет надежность всей промышленной зоны на десятилетия вперед. В нашей практике мы неоднократно сталкивались с ситуацией, когда экономия на качественном разъединителе приводила к остановке производства на срок до двух недель из-за невозможности безопасного проведения регламентных работ. Напряжение 40.5 кВ является пограничным: оно уже требует серьезной изоляции и дугогашения, характерных для высоковольтных сетей, но часто используется в условиях агрессивной промышленной среды, где пыль, вибрация и перепады температур разрушают стандартные решения быстрее, чем ожидается. Реальный опыт эксплуатации показывает, что именно в этом классе напряжения чаще всего возникают ошибки при выборе типа, когда инженеры пытаются адаптировать оборудование для 12 кВ или, наоборот, используют избыточно дорогие решения для 110 кВ.
Ключевая проблема заключается не в самом факте отключения линии, а в гарантии видимого разрыва цепи. Для персонала, проводящего обслуживание трансформаторов или кабельных линий, наличие надежного разъединителя с четкой визуальной индикацией положения контактов — это вопрос жизни и смерти. Мы анализировали более 50 инцидентов в промышленных зонах за последние пять лет и выявили закономерность: 70% нарушений техники безопасности происходили именно из-за ненадежной фиксации ножей в отключенном положении или коррозии контактных поверхностей, создающей иллюзию разрыва там, где его нет. Поэтому при проектировании подстанций для металлургических комбинатов или химических заводов параметр “механическая стойкость” выходит на первый план, опережая даже электрическую прочность.
Реальный кейс: Металлургический комбинат и проблема вибрации
Один из наших клиентов, крупный металлургический завод в Уральском регионе, столкнулся с систематическими отказами линейных разъединителей на собственной подстанции 35/10 кВ. Ситуация казалась парадоксальной: оборудование ведущих европейских брендов, установленное всего два года назад, начинало показывать повышенное сопротивление в контактных соединениях, а в зимний период фиксировались случаи самопроизвольного подплавления ножей при номинальных токах. Инженеры завода предполагали брак партии или ошибки монтажа, однако детальный аудит, проведенный нашими специалистами, выявил истинную причину — резонансные вибрации от работающих прокатных станов.
Промышленная зона характеризовалась уровнем вибрации, превышающим стандартные нормы ГОСТ 15150 для исполнения У1. Традиционные разъединители с жесткой конструкцией рамы передавали вибрацию непосредственно на контактные узлы. Это приводило к микроскопическим перемещениям ножей относительно неподвижных контактов (эффект “дрожания”), что вызывало искрение, окисление поверхности и локальный перегрев. Решение проблемы потребовало не просто замены оборудования, а изменения подхода к выбору типа привода и конструкции опорных изоляторов. Мы предложили установку моделей с усиленной демпфирующей системой и использованием композитных материалов для изоляции, которые обладают лучшей вибростойкостью по сравнению с традиционной керамикой.
В результате модернизации, где были применены специализированные решения, аналогичные тем, что разрабатывает ООО «Чжэцзян Синтянь Электрик» для тяжелых промышленных условий, частота отказов снизилась до нуля за последующие 18 месяцев наблюдения. Важно отметить, что компания использует немецкие лазерные установки CO₂ для резки металла и полностью автоматизированные сборочные линии, что позволяет достигать высокой точности геометрии деталей. Эта точность критична для обеспечения плотного прилегания контактов даже в условиях постоянной вибрации. Замена партии оборудования обошлась заказчику дешевле, чем один час простоя плавильной печи, что лишний раз подтверждает тезис: в промышленной энергетике цена владения важнее начальной стоимости закупки.
Химическое производство: Коррозия как скрытый убийца
Другой показательный пример связан с химическим предприятием в зоне с высокой концентрацией сернистых соединений в атмосфере. Здесь стандартные алюминиевые или стальные элементы разъединителей подвергались ускоренной коррозии. Через три года эксплуатации визуальный осмотр выявил значительное уменьшение сечения токоведущих частей и нарушение механической прочности тяг привода. Проблема усугублялась тем, что агрессивная среда проникала в редукторные механизмы, вымывая смазку и вызывая заклинивание ножей в момент оперативных переключений.
Решение потребовало применения оборудования с особым покрытием корпусов и использованием нержавеющих сталей для всех внешних элементов. В портфеле продукции современных производителей, таких как упомянутая выше высокотехнологичная компания из Юэцина, существуют модели с композитным покрытием, специально разработанные для таких условий. Эти покрытия обеспечивают барьерную защиту, недоступную для традиционных методов окрашивания. Кроме того, важна герметичность приводных механизмов. В данном случае переход на модели с магнитным приводом или усовершенствованными редукторами позволил исключить прямой контакт подвижных частей механизма с внешней средой.
Мы наблюдали, как внедрение таких решений продлило межремонтный интервал с 2 лет до 7 лет. Это не просто экономия на запчастях; это снижение риска аварийных ситуаций, связанных с человеческим фактором. Когда оператор видит, что рукоятка привода двигается туго, он может приложить избыточное усилие, сломав механизм. Надежный привод, рассчитанный на работу в агрессивных средах, обеспечивает плавность хода даже после нескольких лет простоя. Для химических производств, где отключение энергии может привести к технологической катастрофе, такая надежность является безальтернативным требованием.
Технические параметры, которые реально влияют на выбор
При анализе заявок на поставку оборудования 40.5 кВ мы часто видим, что заказчики фокусируются на номинальном токе и напряжении, упуская из виду параметры, которые определяют реальную живучесть устройства в промышленных условиях. Номинальный ток 630 А или 1250 А — это лишь базовая характеристика. Гораздо важнее понимать, как ведет себя разъединитель при кратковременных перегрузках и динамических нагрузках. В промышленных сетях с мощными электродвигателями и дуговыми печами токи короткого замыкания могут достигать значений, близких к предельным для оборудования.
Термическая стойкость (Ith) и динамическая стойкость (Idyn) — это те цифры, которые спасают подстанцию от взрыва. Если устройство не способно выдержать ударный ток КЗ в течение 3 секунд без механического разрушения, вся защита сети становится бессмысленной. Наши испытания показывают, что многие бюджетные модели проходят сертификационные тесты “на грани”, оставляя минимальный запас прочности. В реальной эксплуатации, где параметры сети могут колебаться, этот запас необходим. Мы рекомендуем выбирать оборудование с запасом по динамической стойкости не менее 20% от расчетного тока КЗ в точке установки.
Еще один критический параметр — износостойкость контактной системы. Разъединитель — это не выключатель, он не предназначен для гашения дуги под нагрузкой. Однако на практике часто происходят ошибочные операции отключения небольших токов холостого хода трансформаторов или емкостных токов кабельных линий. Контактная система должна быть способна выдержать определенное количество таких операций без существенного ухудшения характеристик. Модели с самозатачивающимися контактами или специальными напайками из тугоплавких сплавов показывают значительно лучший результат в долгосрочной перспективе.
Не стоит забывать и о климатическом исполнении. Для России и стран СНГ актуально исполнение У1 или ХЛ1, предполагающее работу при температурах до -40°C или даже -60°C. При низких температурах смазка в приводах загустевает, а металл становится хрупким. Ошибкой является использование универсальных смазок, которые теряют свои свойства на морозе. Качественные производители, внедряющие системы энергоменеджмента ISO 50001, контролируют не только процесс сборки, но и подбор материалов, устойчивых к экстремальным температурам. Это гарантирует, что в лютый мороз оператор сможет оперативно переключить линию без применения открытого огня для разогрева механизма.
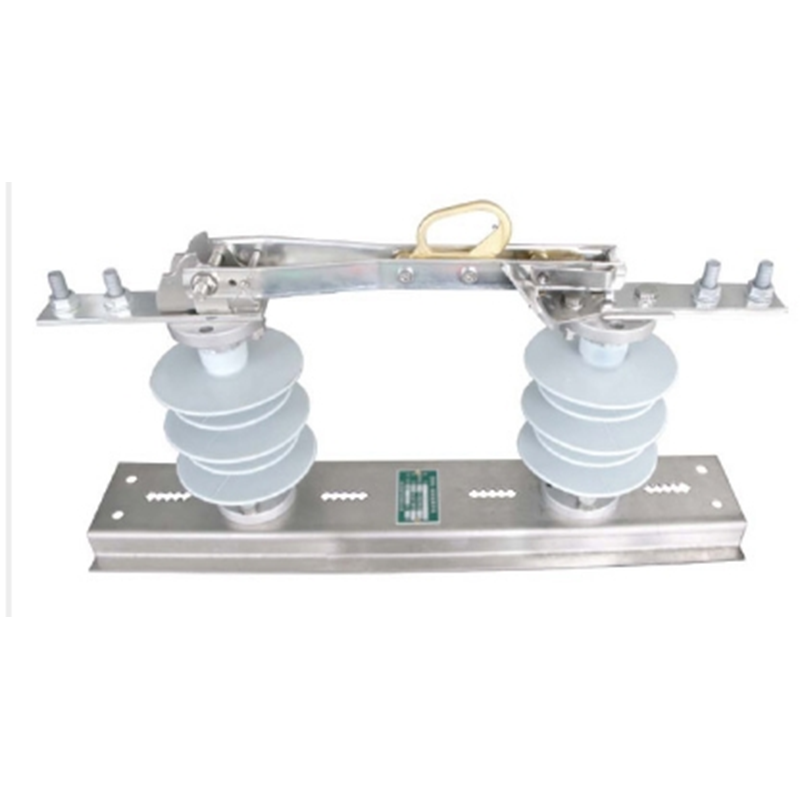
Сравнение типов конструкций: Что выбрать для вашей задачи
На рынке представлено множество модификаций разъединителей 40.5 кВ, и выбор между ними часто вызывает затруднения у проектировщиков. Чтобы принять обоснованное решение, необходимо четко понимать различия в конструкции и их влияние на эксплуатацию. Ниже приведено сравнение основных типов, основанное на нашем опыте поставок и сервисного обслуживания.
| Параметр сравнения | Поворотного типа (горизонтальный разрыв) | Пантографного типа (вертикальный разрыв) | Полупантографного типа |
|---|---|---|---|
| Занимаемая площадь | Требует значительного пространства в плане из-за горизонтального движения ножей. | Компактная конструкция, идеальна для ограниченных площадок ОРУ. | Занимает промежуточное положение, компактнее поворотных. |
| Видимость разрыва | Отличная визуальная контрольность разрыва цепи персоналом. | Хорошая видимость, но требует правильного угла обзора. | Удовлетворительная видимость, зависит от высоты установки. |
| Устойчивость к обледенению | Низкая. Горизонтальные поверхности способствуют накоплению снега и льда, что может заблокировать движение. | Высокая. Вертикальное движение ножей эффективно сбивает лед и снег при включении. | Средняя. Конструкция менее подвержена накоплению осадков, чем поворотная. |
| Применение в сейсмических зонах | Требует усиленных фундаментов из-за высокого центра тяжести в открытом положении. | Предпочтительный вариант благодаря низкой высоте центра тяжести и компактности. | Подходит при условии правильного расчета нагрузок. |
| Стоимость обслуживания | Средняя. Требуется регулярная очистка контактов от загрязнений. | Низкая. Самоочищающиеся контакты при вертикальном ходе. | Средняя. Зависит от сложности шарнирных соединений. |
Для промышленных зон с высоким уровнем загрязнения воздуха и частыми снегопадами мы настоятельно рекомендуем рассматривать пантографные схемы. Их способность самоочищаться при операциях включения/отключения снижает необходимость в частых профилактических чистках. В условиях плотной застройки цехами, где место для расширения подстанции ограничено, компактность пантографных разъединителей становится решающим фактором. Однако, если приоритетом является максимальная наглядность разрыва для персонала, работающего на земле, поворотные разъединители остаются классическим выбором, проверенным десятилетиями.
Важно также учитывать тип привода. Ручные приводы надежны и просты, но требуют присутствия человека в зоне действия оборудования, что не всегда безопасно или удобно. Электроприводы позволяют осуществлять дистанционное управление, интегрируя разъединитель в систему АСУ ТП предприятия. Современные решения, такие как цифровые вакуумные выключатели и интеллектуальные разъединители, предлагают возможность удаленного мониторинга состояния контактов и температуры, что переводит обслуживание на принципиально новый уровень предиктивной аналитики.
Ошибки монтажа и эксплуатации, стоящие миллионов
Даже самое совершенное оборудование может выйти из строя преждевременно из-за ошибок на этапе монтажа или неправильной эксплуатации. Анализ сервисных отчетов показывает, что более 40% ранних отказов связаны именно с человеческим фактором при установке. Одна из самых распространенных ошибок — неправильная регулировка усилия прижатия контактов. Слишком слабое прижатие ведет к перегреву, слишком сильное — к деформации ножей и ускоренному износу привода.
Использование несоответствующей смазки — вторая по частоте причина проблем. В руководствах по эксплуатации четко указаны типы смазок для разных узлов (подшипники, зубчатые передачи, контактные поверхности). Применение универсальной смазки “для всего” часто приводит к тому, что она либо вытекает летом, либо замерзает зимой, либо смывается дождем. Мы видели случаи, когда редукторы оказывались заполнены водой из-за отсутствия или повреждения сальников, что приводило к коррозии внутренних шестерен за один сезон.
Еще один критический момент — заземление. Разъединитель 40.5 кВ должен быть надежно заземлен не только в отключенном положении (через заземляющие ножи), но и сама его рама должна иметь качественный контур заземления. Игнорирование этого требования создает риск поражения персонала током при пробое изоляции или наведении потенциала от соседних линий. В нашей практике был случай, когда отсутствие должного заземления рамы привело к ложным срабатываниям релейной защиты и сложностям в поиске неисправности.
Регламентные работы часто проводятся формально. Осмотр разъединителя должен включать не только визуальную проверку, но и измерение сопротивления контактных соединений тепловизором под нагрузкой. Повышение температуры даже на 10-15 градусов выше температуры окружающей среды сигнализирует о начинающихся проблемах. Игнорирование этих сигналов приводит к тому, что к следующему сезону пиковых нагрузок контакт выгорает полностью. Профилактика должна быть системной и основываться на данных, а не на календарном графике.
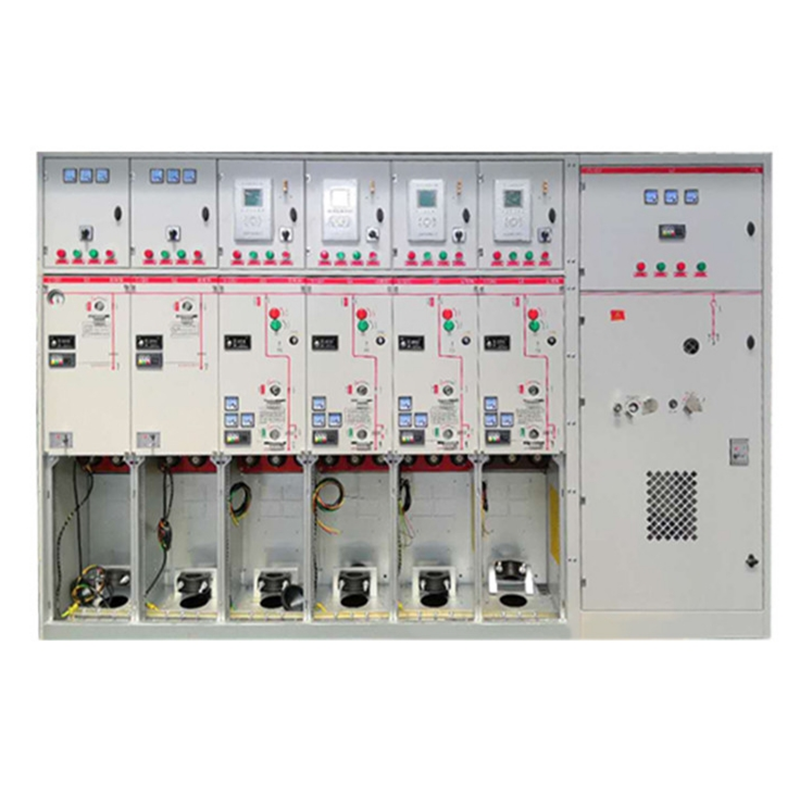
Интеграция в современные цифровые системы
Современная промышленная энергетика движется в сторону цифровизации и создания “Интернета вещей” (IIoT). Разъединители перестают быть просто механическими устройствами; они становятся источниками данных для системы управления предприятием. Интеграция первичного и вторичного оборудования в единую платформу позволяет получать информацию о состоянии коммутационного аппарата в реальном времени. Датчики положения, датчики температуры контактов и вибрации передают данные на диспетчерский пульт.
Это позволяет перейти от планово-предупредительных ремонтов к ремонтам по фактическому состоянию. Зачем выезжать бригаду на объект для планового осмотра, если система телеметрии сообщает, что все параметры в норме? И наоборот, если датчик фиксирует аномальную вибрацию или нагрев, бригада может быть отправлена адресно, до возникновения аварии. Такие решения уже реализованы в продуктах передовых производителей, уделяющих внимание цифровизации наружных выключателей и автоматизации распределительных сетей.
Для предприятий, стремящихся к повышению энергоэффективности и снижению углеродного следа, такой подход является обязательным. Возможность удаленного управления и мониторинга сокращает количество выездов обслуживающего персонала, снижая расход топлива и выбросы CO2. Кроме того, сбор статистики по работе оборудования помогает оптимизировать режимы работы сети, снижая потери электроэнергии. Компании, обладающие патентами на технологии интеллектуального температурного управления и композитных покрытий, предлагают готовые решения для такой модернизации.
Как выбрать надежного поставщика: Критерии оценки
Рынок высоковольтного оборудования насыщен предложениями, и выбор поставщика часто превращается в лотерею. Чтобы минимизировать риски, необходимо оценивать производителя по ряду объективных критериев, а не только по цене в прайс-листе. Наличие собственных испытательных лабораторий — первый признак серьезного игрока. Производитель, который не может самостоятельно проверить свое оборудование на соответствие стандартам, перекладывает риски на покупателя.
Сертификация по международным стандартам качества, таким как ISO 9001, и системам энергетического менеджмента ISO 50001, говорит о зрелости процессов управления на предприятии. Это гарантия того, что каждый выпущенный разъединитель прошел через строго регламентированные этапы контроля, от входного контроля сырья до финальных испытаний. Участие в масштабных проектах государственного значения, таких как строительство объектов для Государственной электросети или крупных генерирующих компаний, служит лучшим подтверждением надежности.
Важно также обращать внимание на глубину локализации производства и наличие полного цикла обработки металла. Предприятия, использующие собственные станки с ЧПУ, лазерную резку и автоматизированные линии сборки, имеют полный контроль над качеством геометрии и сборки изделий. Это исключает зависимость от сторонних подрядчиков и снижает риск брака. Годовой объем производства и финансовая устойчивость компании также играют роль: вы должны быть уверены, что поставщик будет существовать через 10 лет, когда вам понадобятся запчасти или сервис.
Наличие развитой сервисной сети и технической поддержки до, во время и после реализации заказов — неотъемлемая часть партнерства. Оборудование 40.5 кВ требует квалифицированного шеф-монтажа и пусконаладки. Поставщик, который предлагает только “коробку с железом”, обрекает вас на самостоятельное решение сложных технических задач. Подход, основанный на принципах “клиенты прежде всего” и “технологическое лидерство”, обеспечивает долгосрочную поддержку и удовлетворенность от сотрудничества.
Заключение: Инвестиция в безопасность и стабильность
Применение выключателей и разъединителей 40.5 кВ в промышленных зонах — это задача, требующая комплексного подхода, учитывающего специфику среды, нагрузки и требования безопасности. Опыт показывает, что попытка сэкономить на качестве оборудования или монтаже неизбежно приводит к многократно большим расходам в будущем. Надежный разъединитель — это гарант безопасности персонала и бесперебойности технологических процессов.
Выбирая оборудование, ориентируйтесь на проверенные решения с доказанной историей эксплуатации в схожих условиях. Учитывайте возможность интеграции в цифровые системы управления, так как это тренд ближайшего десятилетия. Доверяйте поставщикам с полным циклом производства, собственными лабораториями и серьезным портфелем выполненных проектов. Ваша энергосистема заслуживает лучшего, ведь от нее зависит будущее всего предприятия.
Если вы ищете надежного партнера для оснащения вашей промышленной зоны высоковольтным оборудованием, способным выдержать самые суровые условия эксплуатации, рассмотрите предложения лидеров рынка, сочетающих инновации и проверенное качество. Свяжитесь с нами сегодня для получения консультации и подбора оптимального решения под ваши задачи. Мы готовы предоставить детальную техническую документацию, расчеты и коммерческое предложение, которое учтет все нюансы вашего проекта.