
Руководство покупателя: На что смотреть при заказе разъединителя 10 400 оптом
2026-06-27
- Критические параметры для оптовой закупки разъединителей 10 кВ
- Конструкция токоведущей части и выбор материала контактов
- Изоляция и климатическое исполнение: фактор надежности
- Типы приводов и механическая долговечность
- Сравнительный анализ популярных моделей для оптовой закупки
- Контроль качества и сертификация: как избежать брака
- Логистика, упаковка и условия поставки
- Экономическая эффективность и совокупная стоимость владения
- Часто задаваемые вопросы
Критические параметры для оптовой закупки разъединителей 10 кВ
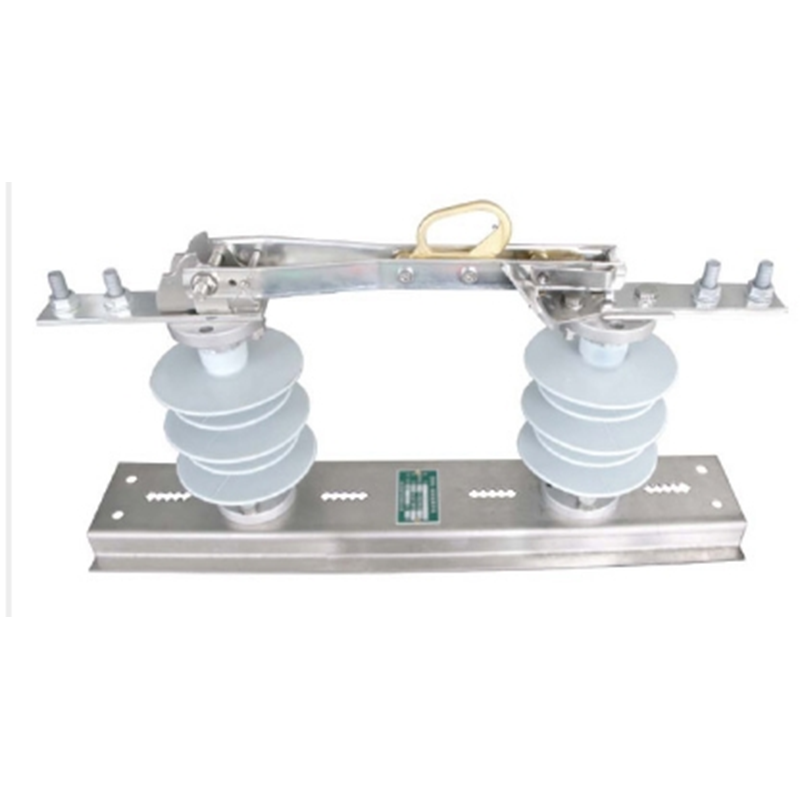
При планировании крупной партии высоковольтного оборудования ключевым фактором успеха является не только цена за единицу, но и соответствие техническим характеристикам конкретным климатическим условиям эксплуатации. Разъединитель на напряжение 10–12 кВ — это устройство видимого разрыва цепи, от которого зависит безопасность персонала при проведении ремонтных работ на подстанциях. В нашей практике мы неоднократно сталкивались с ситуациями, когда сэкономленные на этапе закупки средства оборачивались миллионными убытками из-за отказа контактов в первый же зимний сезон. Покупатель должен понимать: оптовый заказ требует детальной верификации конструкции ножевой системы, материала контактов и типа изоляции еще до подписания контракта.
Рынок перенасыщен предложениями, где внешне идентичные аппараты имеют кардинально разные внутренние характеристики. Например, толщина покрытия серебряных контактов может варьироваться от 5 до 20 микрон, что напрямую влияет на переходное сопротивление и нагрев узла при номинальном токе 400 А или 630 А. Игнорирование этого параметра приводит к локальному перегреву и свариванию контактов при коротких замыканиях. Наша задача — дать вам чек-лист, основанный на реальных испытаниях и стандартах ГОСТ/IEC, который позволит отсеять ненадежных поставщиков и выбрать оборудование, способное работать десятилетиями без вмешательства человека.
Конструкция токоведущей части и выбор материала контактов
Сердце любого коммутационного аппарата — это его токоведущая система. При заказе партии в несколько сотен штук необходимо требовать протоколы испытаний на нагревостойкость. Стандартная ошибка многих закупщиков заключается в том, что они смотрят только на номинальный ток, указанный в паспорте, игнорируя материал самих ножей и губок. В условиях реальной эксплуатации, особенно в сетях с частыми коммутациями или высокими пусковыми токами, алюминий или латунь быстро деградируют. Мы рекомендуем настаивать на использовании меди марки М1 или М2 с обязательным гальваническим покрытием серебром или оловом.
Толщина серебряного покрытия — критический параметр, который часто скрыт от глаз заказчика. Качественный разъединитель должен иметь слой серебра не менее 8–10 мкм на рабочих поверхностях. Более тонкое покрытие (3–5 мкм), характерное для бюджетных серий, истирается после 50–100 циклов включения-отключения, оголяя медную основу. Окисленная медь резко увеличивает сопротивление, что ведет к тепловому пробою. В одном из наших проектов замена партии аппаратов с недостаточным покрытием потребовалась уже через 18 месяцев работы, хотя производитель гарантировал 10 лет службы. Это привело к остановке линии и штрафам со стороны энергонадзора.
Обратите внимание на конструкцию пружинящих лепестков в розеточном контакте. Они должны обеспечивать равномерное давление по всей окружности ножа. Если давление неравномерное, ток распределяется только через несколько точек касания, вызывая точечный перегрев. При визуальном осмотре образца перед массовой закупкой проверьте наличие смазки в контактной зоне. Использование тугоплавких смазок (типа ВНИИНП-246 или аналогов) обязательно для предотвращения задиров и снижения усилия включения. Отсутствие смазки или применение несоответствующего состава — верный признак нарушения технологии сборки на заводе.
Изоляция и климатическое исполнение: фактор надежности
Выбор изоляционного материала определяет способность аппарата выдерживать внешние воздействия: ультрафиолет, перепады температур, влажность и промышленные загрязнения. Традиционный фарфор надежен, но тяжел и хрупок при транспортировке больших партий. Современный тренд — использование полимерной изоляции из кремнийорганической резины (HTV). Она легче, обладает гидрофобностью (вода скатывается каплями, не образуя проводящей пленки) и устойчива к вандализму. Однако качество полимера варьируется от производителя к производителю.
Дешевые композитные изоляторы склонны к «трекингу» — образованию необратимых проводящих дорожек на поверхности под действием электрической дуги или загрязнений. Мы видели случаи, когда через два года эксплуатации изолятор терял диэлектрические свойства именно из-за некачественного сырья. При заказе уточняйте класс стойкости к трекингу и эрозии (по стандарту IEC 62217). Для промышленных зон и приморских регионов требуется класс не ниже A2 или B. Также важен тип армировки: соединение полимерного корпуса с металлическими фланцами должно быть выполнено методом вулканизации или клеевым соединением с высоким запасом прочности на сдвиг.
Климатическое исполнение выбирается исходя из минимальных температур вашего региона. Для средней полосы России и северных территорий оптимально исполнение У1 (умеренный климат) или ХЛ1 (холодный климат) по ГОСТ 15150. Разница кроется в марках сталей, используемых для рам и тяг, а также в морозостойкости уплотнителей приводов. Сталь низких температурных марок сохраняет вязкость при -60°C, тогда как обычная конструкционная сталь становится хрупкой и может лопнуть при динамической нагрузке во время включения. Не экономьте на этом параметре: замена лопнувшей тяги зимой в полевых условиях — сложнейшая logistical задача.
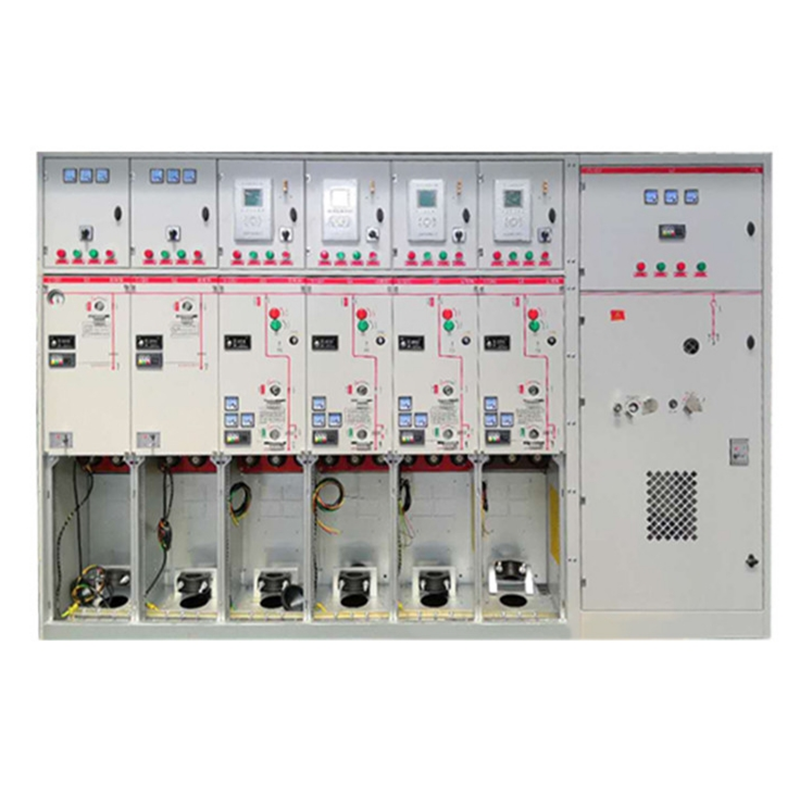
Типы приводов и механическая долговечность
Механический ресурс разъединителя измеряется количеством циклов включения и отключения (ВО). Стандартное требование для современных аппаратов — не менее 2000–3000 циклов без ремонта. Однако цифра в паспорте часто достигается в лабораторных условиях при идеальной смазке и комнатной температуре. В реальности пыль, влага и загустевшая смазка снижают ресурс в разы. Ключевым элементом здесь является привод. Ручные приводы типа ПР-2 или ПЧН просты и надежны, но требуют присутствия оператора. Для автоматизированных подстанций необходимы моторные приводы с возможностью дистанционного управления.
При интеграции разъединителей в системы интеллектуального учета и автоматизации сетей (как это реализовано в решениях ООО «Чжэцзян Синтянь Электрик») важно обеспечить совместимость интерфейсов. Компания специализируется на производстве высоковольтного интеллектуального оборудования, включая модели GW1-12 и GW9-12, которые могут комплектоваться приводами с электромагнитным или моторным управлением. Особенность их подхода — глубокая интеграция первичного оборудования с вторичными цепями контроля. Это позволяет реализовать функции удаленного мониторинга положения ножей и диагностики состояния механизма, что критически важно для диспетчерских служб крупных энергохолдингов.
Один из скрытых дефектов, который мы выявляли при приемке партий, — люфт в кинематической схеме привода. Если вал привода имеет свободный ход более 2–3 градусов до начала движения ножей, это свидетельствует о низком качестве изготовления шестерен или соединений тяг. Такой люфт накапливается со временем, приводя к неполному включению аппарата. Неполное включение — одна из главных причин аварий. При тестировании образца обязательно измерьте усилие на рукоятке привода (оно не должно превышать нормативные значения, обычно 20–25 кгс) и убедитесь в четкой фиксации в крайних положениях.
Сравнительный анализ популярных моделей для оптовой закупки
Для формирования технического задания необходимо четко понимать различия между наиболее распространенными типами разъединителей. Ниже приведена сравнительная таблица, основанная на нашем опыте поставок для проектов Государственной электросети и промышленных предприятий. Она поможет выбрать оптимальную конфигурацию под ваши задачи.
| Параметр | GW9-12 (Однополюсный/Трехполюсный) | GW1-12 (Пантографного типа) | Горизонтально-поворотные (РГП) |
|---|---|---|---|
| Конструкция | Вертикально-поворотная, нож поворачивается в вертикальной плоскости. | Пантографная (гармошка), складывается при включении. | Нож поворачивается в горизонтальной плоскости на 90 градусов. |
| Применение | Вводы трансформаторов, секционирование линий, открытые РУ. | Компактные подстанции, места с ограниченным пространством. | КРУЭ, закрытые распределительные устройства, эстакады. |
| Преимущества | Простота монтажа, хорошая видимость разрыва, низкая стоимость. | Малая высота установки, устойчивость к вибрациям и ветру. | Высокая надежность, возможность установки в ряд плотно. |
| Недостатки | Требует больше места по высоте, чувствителен к сильному ветру. | Сложнее конструкция шарниров, выше требования к обслуживанию. | Более высокая цена, сложнее механизм привода. |
| Рекомендация | Оптимально для большинства ЛЭП 10 кВ и подстанций общего назначения. | Выбирать для реконструкции старых площадок или сейсмических зон. | Для новых проектов КТП и промышленных объектов высокой категории. |
Анализируя эту таблицу, можно сделать вывод: для массового строительства типовых подстанций модель GW9-12 остается «золотым стандартом» благодаря балансу цены и ремонтопригодности. Однако если проект предполагает установку оборудования в агрессивной среде или на подвижных объектах, стоит рассмотреть пантографные варианты. Важно помнить, что смешивание разных типов аппаратов в одной сети усложняет складской запас запасных частей. Стандартизация парка оборудования — путь к снижению эксплуатационных расходов (OPEX).
Контроль качества и сертификация: как избежать брака
Закупка оптом всегда несет риск получения партии с скрытым браком. Сертификаты соответствия (CCC, EAC, ISO) — это необходимый минимум, но они подтверждают лишь соответствие образца, а не каждой единицы в контейнере. Реальное качество определяется системой менеджмента качества на заводе-изготовителе. Наличие сертификата ISO 9001 говорит о том, что процессы регламентированы, но как это работает на практике? Мы советуем запрашивать отчеты о входном контроле материалов и протоколы типовых испытаний (type tests) именно той серии, которую вы покупаете.
Особое внимание следует уделить антикоррозийной защите металлических конструкций. Горячее цинкование должно соответствовать толщине слоя не менее 60–80 мкм. Тонкослойное холодное цинкование или простая покраска начнут разрушаться через 2–3 года, особенно в промышленных районах. Ржавчина на тягах увеличивает трение и может заблокировать механизм отключения в аварийной ситуации. В нашей практике был случай, когда партия разъединителей прибыла с микротрещинами в литых деталях, которые не были заметны при визуальном осмотре, но проявились при механических нагрузках. Выявить это можно только путем выборочного разрушающего контроля или ультразвуковой дефектоскопии.
Производственная инфраструктура играет решающую роль. Заводы, использующие автоматизированные линии лазерной резки и роботизированной сварки (как, например, мощности ООО «Чжэцзян Синтянь Электрик», оснащенные немецкими лазерными установками CO₂ и станками с ЧПУ), обеспечивают стабильность геометрии деталей. Человеческий фактор при ручной сборке часто приводит к перекосам осей вращения. Внедрение ERP-систем позволяет отслеживать историю каждой детали, что повышает прозрачность производства. Годовой объем производства около 200 миллионов юаней и наличие более 30 патентов свидетельствуют о технологической зрелости предприятия, способного выполнять крупные государственные заказы, такие как поставки для Южной электросети Китая.
Логистика, упаковка и условия поставки
Даже идеальный аппарат можно испортить неправильной транспортировкой. Разъединители 10 кВ — крупногабаритный груз с выступающими изоляторами. При оптовой отправке морем или ж/д транспортом риск боя керамики или сколов полимера крайне высок. Требуйте от поставщика использования деревянной обрешетки с амортизирующими прокладками. Изоляторы должны быть зафиксированы так, чтобы исключить любые колебания относительно рамы. Фотофиксация процесса погрузки в контейнер — обязательное условие для страховых случаев.
Срок поставки (Lead Time) — еще один камень преткновения. Обещания «отгрузка через 7 дней» для крупной партии часто означают, что товар уже произведен ранее и мог долго храниться на складе без консервации. Оптимальный срок для производства новой партии под заказ — 20–30 дней. Это время необходимо для качественной сборки, сушки лакокрасочных покрытий и проведения финальных высоковольтных испытаний. Спешка на финишной прямой — главная причина пропуска дефектов. Мы рекомендуем закладывать в график проекта буфер в 10–15 дней на таможенное оформление и доставку до объекта.
Комплектность поставки должна быть проверена до отгрузки. Часто забывают положить в коробку запасные пружины, пальцы, шплинты или паспорт с индивидуальным заводским номером. Отсутствие паспорта усложняет постановку оборудования на баланс и получение допуска к эксплуатации от надзорных органов. Убедитесь, что документация выполнена на языке страны импорта или содержит двуязычный вариант (русский/английский), чтобы местные инженеры могли без проблем провести монтаж и пусконаладку.
Экономическая эффективность и совокупная стоимость владения
Цена закупки (CAPEX) составляет лишь часть расходов. Гораздо важнее совокупная стоимость владения (TCO), которая включает монтаж, обслуживание, потери энергии и стоимость простоев. Дешевый разъединитель с высоким переходным сопротивлением будет греться, увеличивая потери электроэнергии. За 10 лет эксплуатации эти потери могут превысить разницу в цене между бюджетной и премиальной моделью. Кроме того, частые выезды ремонтных бригад для подтяжки контактов и замены смазки многократно увеличивают операционные расходы.
Инвестиции в оборудование с интегрированными системами мониторинга (Smart Grid ready) окупаются за счет предотвращения аварий. Возможность дистанционно проверить положение ножа экономит часы работы выездной бригады. ООО «Чжэцзян Синтянь Электрик» делает ставку именно на такие решения, предлагая продукты с возможностью удаленного управления и цифрового двойника. Это соответствует глобальному тренду на цифровизацию энергетики и требованиям к устойчивости инфраструктуры. Выбор такого поставщика — это вклад в долгосрочную надежность вашей сети.
При расчете бюджета учитывайте стоимость адаптеров и переходников, если вы меняете парк оборудования разных производителей. Унификация крепежных размеров и присоединительных габаритов позволит снизить затраты на монтаж. Запросите у поставщика чертежи в формате CAD заранее, чтобы ваши проектировщики могли проверить совместимость с существующими шинами и опорными конструкциями. Ошибка в габаритах, обнаруженная на стройплощадке, ведет к простою техники и срыву сроков сдачи объекта.
Часто задаваемые вопросы
Какой минимальный заказ (MOQ) возможен для разъединителей 10 кВ?
Для стандартных моделей, таких как GW9-12, большинство заводов готовы отгружать от 10–20 штук, так как эти позиции часто есть в наличии или производятся потоком. Однако для получения оптовой цены и индивидуальной маркировки логичнее заказывать от 50 штук. Индивидуальные модификации (специфическая длина тяг, особые изоляторы) обычно требуют заказа от 100 единиц или оплаты стоимости переналадки линии. Мы рекомендуем консолидировать потребности нескольких объектов в один заказ для максимизации экономической выгоды.
Можно ли использовать разъединители под нагрузкой?
Категорически нет. Разъединитель предназначен только для создания видимого разрыва цепи при отсутствии тока или для переключения цепей с малым током (ток холостого хода трансформаторов, зарядный ток линий), величины которых строго регламентированы инструкциями. Коммутация номинального тока нагрузки должна осуществляться вакуумными выключателями (например, сериями ZW32-12) или элегазовыми выключателями. Попытка отключить нагрузку разъединителем приведет к возникновению мощной электрической дуги, свариванию контактов и возможному взрыву аппарата с травмированием персонала.
Какую гарантию предоставляют китайские производители?
Стандартный гарантийный срок для качественного оборудования составляет 12–24 месяца с момента ввода в эксплуатацию или 18–30 месяцев с даты отгрузки. Ведущие предприятия, такие как ООО «Чжэцзян Синтянь Электрик», имеющие сертификаты ISO 9001 и опыт работы с госпроектами, обычно дают гарантию 2 года. Важно, чтобы в контракте были прописаны условия гарантийного обслуживания: кто оплачивает доставку замененных узлов, сроки реакции на рекламацию и порядок возврата средств. Наличие сервисной сети или уполномоченных партнеров в вашем регионе значительно упрощает решение гарантийных вопросов.
Требуется ли специальное обслуживание в первые годы работы?
Современные разъединители с полимерной изоляцией и закрытыми подшипниками практически не требуют обслуживания в первые 3–5 лет, кроме визуального осмотра и очистки от пыли. Однако после каждого отключения токов КЗ или стихийных бедствий (ураган, гололед) внеочередной осмотр обязателен. Необходимо проверять затяжку болтовых соединений, состояние контактных поверхностей и целостность изоляторов. Пренебрежение этим правилом — частая причина того, что аппарат отказывает в самый неподходящий момент.
Подводя итог, отметим: успешная оптовая закупка высоковольтного оборудования строится на внимании к деталям, которые не видны на первый взгляд. Качество металла, толщина покрытия, точность сборки и климатическая адаптация определяют, станет ли ваша инвестиция надежным активом или источником постоянных проблем. Выбирайте партнеров, которые открыто демонстрируют свои производственные мощности, имеют реальные кейсы в энергетике и готовы подтвердить качество документами и тестами.
Если вы ищете надежного поставщика с полным циклом производства, сертифицированного по международным стандартам и готового предложить индивидуальные инженерные решения, рассмотрите продукцию компании, объединяющей инновации и опыт. Перейдите на официальный сайт разъединитель 10 кВ оптом от производителя, чтобы получить актуальный прайс-лист, технические каталоги и консультацию инженеров. Свяжитесь с нами сегодня для обсуждения условий поставки и получения коммерческого предложения tailored под ваш проект.