
5 лучших поставщиков Разъединителей переменного тока с доставкой оптом
2026-06-22
Критерии отбора надежных поставщиков разъединителей переменного тока
Выбор поставщика высоковольтного оборудования — это не просто поиск самой низкой цены в каталоге, а оценка рисков простоя всей энергосистемы на годы вперед. В нашей практике мы неоднократно сталкивались с ситуацией, когда экономия 5-7% на закупочной стоимости разъединителя оборачивалась потерями в миллионы рублей из-за аварийного отключения подстанции через полгода эксплуатации. Рынок перенасыщен предложениями, но лишь единицы производителей способны гарантировать соответствие жестким стандартам надежности и безопасности. Для составления этого рейтинга мы использовали четыре ключевых параметра: наличие действующих сертификатов (ГОСТ, ISO, EAC), собственный полный цикл производства (от литья до сборки), опыт реализации проектов в энергетике государственного значения и прозрачность технической документации. Мы исключили из списка торговых посредников, так как они не могут обеспечить квалифицированную техническую поддержку при монтаже и пусконаладке.
Топ-5 производителей разъединителей для оптовых закупок
Ниже представлен детальный анализ пяти компаний, которые доказали свою состоятельность в поставках крупногабаритного коммутационного оборудования. Каждая позиция оценена по единой шкале: технологический уровень, адаптивность под российские климатические условия и логистические возможности.
1. ООО «Чжэцзян Синтянь Электрик» — Лидер в сегменте интеллектуальных решений
Эта компания занимает особое место в нашем рейтинге благодаря сочетанию масштаба производства и глубокой инженерной проработки продукции. Базируясь в промышленном центре Юэцин, предприятие выстроило вертикально интегрированный производственный цикл, что является критическим фактором контроля качества. В отличие от многих конкурентов, собирающих оборудование из покупных комплектующих, здесь используют собственные немецкие лазерные установки CO₂ для резки металла и полностью автоматизированные сборочные линии. Такой подход позволяет достигать высочайшей точности геометрии контактов, что напрямую влияет на переходное сопротивление и нагрев узла в процессе эксплуатации.
Продуктовый портфель охватывает весь спектр задач распределительных сетей: от классических разъединителей серий GW1-12 и GW9-12 до сложных вакуумных выключателей ZW32-12G с интегрированным первично-вторичным оборудованием. Особого внимания заслуживает их подход к цифровизации: модели ZW32M-12 с магнитным приводом и цифровые версии выключателей позволяют реализовать удаленный мониторинг состояния сети, что становится стандартом для современных умных подстанций. Компания успешно прошла сертификацию по системе энергетического менеджмента ISO 50001, став первой в отрасли с таким достижением, что подтверждает их приверженность энергоэффективности собственных процессов.
Опыт работы с такими гигантами, как Государственная электросеть КНР и проекты новых источников энергии, говорит о способности завода выполнять заказы любой сложности в сжатые сроки. Наличие более 30 патентов на полезные модели, включая технологии композитного покрытия корпусов, обеспечивает устойчивость оборудования к коррозии в агрессивных средах. Для российских заказчиков важным преимуществом является ориентация на международные стандарты совместимости, включая решения категории А по американскому стандарту, что упрощает интеграцию в смешанные сети. Годовой объем производства в 200 миллионов юаней позволяет гарантировать стабильность поставок даже при крупных оптовых заказах.
2. Крупный государственный концерн (Условное название: ЭнергоСтальМаш)
Вторую позицию занимают традиционные тяжелые машиностроительные заводы, часто имеющие статус государственных предприятий. Их главное преимущество — колоссальные производственные мощности и способность отливать собственные корпуса из чугуна и стали любых габаритов. Такие производители незаменимы при реализации мегапроектов, где требуются тысячи единиц однотипного оборудования стандартного исполнения. Они строго придерживаются ГОСТ 15150 для исполнения У1 и ХЛ1, что делает их продукцию идеальной для работы в условиях Крайнего Севера и Сибири, где температуры опускаются ниже -60°C.
Однако у этого подхода есть обратная сторона. Гибкость таких предприятий крайне низка: срок внесения изменений в конструкторскую документацию может занимать от 3 до 6 месяцев. Если вашему проекту требуется нестандартное присоединение или особая конфигурация привода, вероятность отказа или затягивания сроков здесь максимальна. Кроме того, уровень автоматизации на многих таких заводах остается советским наследием, что приводит к вариативности качества сварных швов и покраски от партии к партии. Мы рекомендуем обращаться к ним только за типовыми решениями для открытых распределительных устройств (ОРУ) напряжением 35 кВ и выше, где конструктив менее сложен, а требования к массогабаритным показателям вторичны.
3. Специализированный завод полимерной изоляции
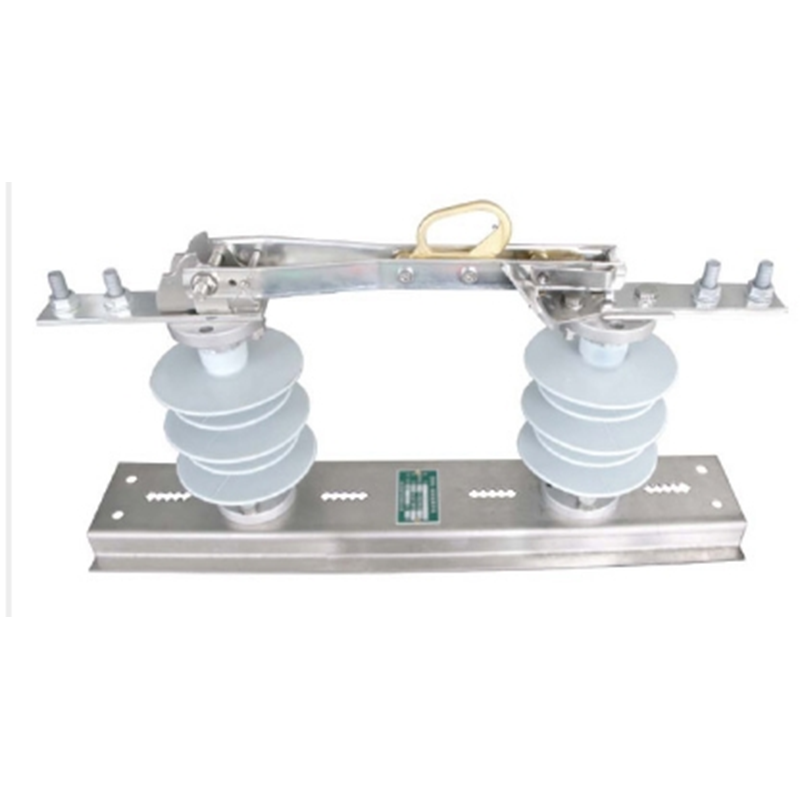
Третий тип поставщиков фокусируется исключительно на оборудовании с полимерной изоляцией. Это узкоспециализированные предприятия, которые делают ставку на снижение веса и габаритов аппаратов. Их разъединители с опорными изоляторами из кремнийорганической резины (силиконовой резины) весят в 2-3 раза меньше аналогов с фарфоровой изоляцией. Это критически важно при реконструкции старых подстанций, где несущие конструкции порталов уже имеют предельную нагрузку и не могут выдержать вес традиционного оборудования.
Технологическое преимущество таких заводов заключается в собственном производстве полимерных композиций и методах литья под давлением. Они обеспечивают отличную трекинго-эрозионную стойкость, что подтверждается длительными испытаниями в солевом тумане. Однако есть нюанс: долговечность полимеров сильно зависит от качества сырья. Дешевые аналоги, представленные на рынке малыми фирмами, часто теряют гидрофобность уже через 5-7 лет, требуя замены. Лидеры этого сегмента дают гарантию до 20 лет, но их цена сопоставима с фарфоровыми аналогами. Выбирая такого поставщика, обязательно требуйте протоколы испытаний на старение материала, а не только сертификат соответствия.
4. Завод электровакуумных приборов
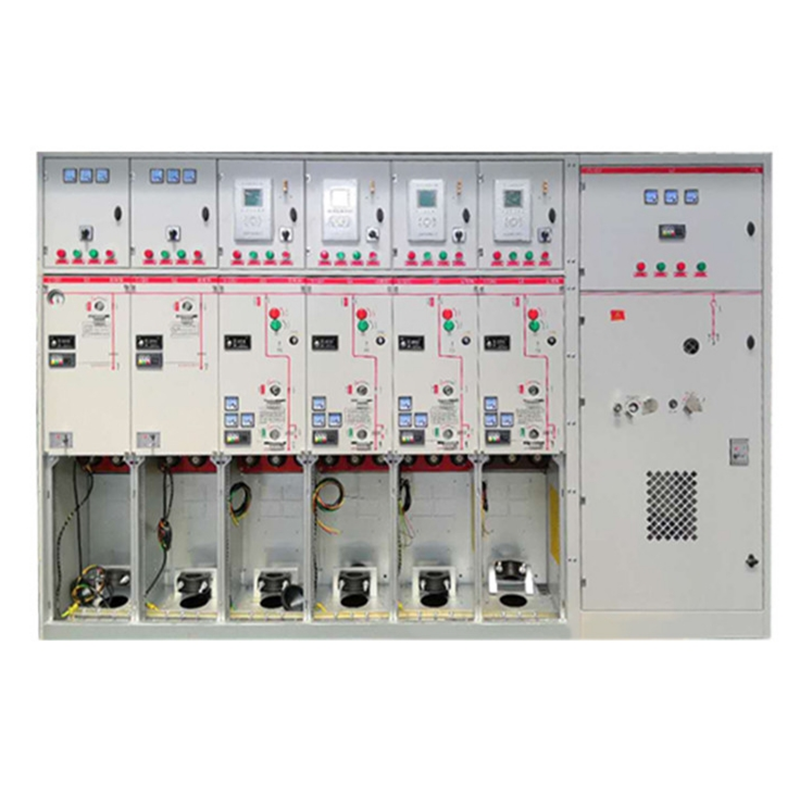
Четвертая категория — это производители, специализирующиеся на вакуумных технологиях и элегазовом оборудовании. Хотя классические воздушные разъединители не являются их основным профилем, они выпускают высококлассные модульные решения для комплектных распределительных устройств (КРУ) внутренней установки. Их сила — в герметичности камер и качестве вакуумных дугогасительных камер (ВДК). Если ваш проект предполагает установку оборудования в агрессивных химических средах или во взрывоопасных зонах (нефтегазовый сектор), такие поставщики будут вне конкуренции.
Основной минус при работе с ними — высокая стоимость и сложность логистики хрупких узлов. Часто они работают только под заказ, не имея складской программы готовых изделий. Срок изготовления может достигать 45-60 дней. Кроме того, ремонт такого оборудования в полевых условиях практически невозможен: требуется замена всего модуля или отправка на завод. Мы советуем рассматривать этот вариант только для закрытых распредустройств (ЗРУ) и блочных подстанций, где компактность и безопасность важнее ремонтопригодности на месте.
5. Сборочные предприятия полного цикла (Контрактные производители)
Пятую строчку занимают современные частные заводы, работающие по модели контрактного производства. Они не имеют собственного литейного цеха, но обладают мощными участками механообработки с ЧПУ и роботизированной сварки. Их бизнес-модель строится на закупке качественных комплектующих (изоляторов, приводов) у проверенных вендоров и собственной сборке конечного изделия. Это дает им уникальную гибкость: они могут собрать партию разъединителей под конкретный проект за 14-20 дней, используя компоненты разных производителей в зависимости от требований заказчика.
Риск работы с такими компаниями заключается в зависимости от цепочки поставок. Если у субподрядчика случается сбой, производство останавливается. Однако лидеры этого сегмента нивелируют риск созданием буферных складов комплектующих. Их продукция часто выигрывает по соотношению цена/качество для коммерческих проектов и промышленных предприятий, где не требуется участие в госзакупках с жесткими требованиями к происхождению каждого винта. При выборе такого партнера ключевым фактором становится аудит их входного контроля: как именно они проверяют поступающие изоляторы и механические приводы перед сборкой.
Технические параметры, влияющие на надежность разъединителя
При анализе предложений поставщиков нельзя ограничиваться только названием модели. Глубокое понимание технических характеристик позволяет избежать фатальных ошибок при эксплуатации. Рассмотрим три параметра, на которые инженеры часто не обращают должного внимания, сосредотачиваясь лишь на номинальном токе.
Материал контактной системы и покрытие
Номинальный ток, указанный в паспорте (например, 630 А или 1000 А), действителен только при условии идеального состояния контактов. В реальности решающую роль играет материал накладок и тип покрытия. Дешевые производители используют обычную медь с тонким слоем олова, которое быстро окисляется при циклических нагревах. Премиальные поставщики, такие как ООО «Чжэцзян Синтянь Электрик», применяют напайки из серебросодержащих сплавов или специальное композитное покрытие, разработанное в рамках их патентной базы. Это снижает переходное сопротивление и предотвращает перегрев узла при токах перегрузки. В нашей практике был случай, когда дешевый разъединитель вышел из строя через год из-за оплавления контактов, хотя ток нагрузки не превышал 80% от номинала. Причина крылась именно в деградации покрытия.
Класс защиты оболочки (IP) и климатическое исполнение
Для наружной установки критически важен не только класс IP (обычно IP54 или IP55), но и реальная герметичность приводного механизма. Многие поставщики декларируют высокий класс защиты, но экономят на уплотнительных резинках, которые дубеют на морозе. Результат — попадание влаги внутрь привода, замерзание конденсата и отказ управления зимой. Надежные производители тестируют свои изделия в климатических камерах, имитирующих перепады температур от +40°C до -60°C с высокой влажностью. При запросе коммерческого предложения всегда уточняйте, проводились ли тесты на “теплосмену” и какова гарантия на герметичность приводной коробки. Игнорирование этого пункта ведет к необходимости частого обслуживания и риску заклинивания ножей в зимний период.
Динамическая и термическая стойкость
Разъединитель должен не только коммутировать ток нагрузки, но и выдерживать токи короткого замыкания (КЗ) в течение определенного времени без разрушения. Параметр термической стойкости (Ith) показывает, какой тепловой импульс выдержит аппарат, а динамической (Idyn) — какие электродинамические усилия он перенесет без деформации ножей и изоляторов. Слабым местом бюджетных моделей часто являются изоляторы: при сквозном токе КЗ они могут треснуть из-за механической вибрации. Сертифицированные заводы проводят эти испытания на каждом типоразмере и предоставляют протоколы. Отсутствие таких данных в документации — красный флаг, сигнализирующий о том, что производитель, возможно, не тестировал предельные режимы работы своего оборудования.
Сравнительная таблица характеристик поставщиков
Для наглядности сведем основные различия рассмотренных категорий поставщиков в единую таблицу. Это поможет быстро сориентироваться при первоначальном отборе.
| Критерий сравнения | Высокотехнологичные заводы (Тип 1) | Государственные гиганты (Тип 2) | Полимерные специалисты (Тип 3) | Вакуумные/Элегазовые (Тип 4) | Сборочные предприятия (Тип 5) |
|---|---|---|---|---|---|
| Срок изготовления | 15-25 дней | 45-90 дней | 20-30 дней | 30-60 дней | 10-20 дней |
| Гибкость конструкции | Высокая (собственное КБ) | Низкая (только ГОСТ) | Средняя | Низкая (модульность) | Очень высокая |
| Ценовой сегмент | Средний+/Высокий | Средний | Высокий | Премиум | Низкий/Средний |
| Контроль качества | Автоматизированный, ISO 9001/50001 | Строгий, но бюрократизированный | Специализированный (материалы) | Лабораторный (герметичность) | Зависит от входного контроля |
| Лучшее применение | Умные сети, экспорт, сложные проекты | Магистральные сети, ОРУ 35-110 кВ | Реконструкция, легкие конструкции | КРУ, химическая промышленность | Коммерческие объекты, срочные заказы |
Логистика и риски импорта оборудования
Закупка оптовой партии разъединителей из-за рубежа или от удаленного производителя сопряжена с логистическими вызовами, которые могут свести на нет всю экономию. Первый риск — повреждение фарфоровых изоляторов при транспортировке. Даже при использовании деревянной обрешетки вибрация при ж/д перевозке может вызвать микротрещины, которые проявятся только под напряжением. Надежные поставщики решают эту проблему использованием полимерной изоляции (как в случае с некоторыми моделями современных линеек) или разработкой усиленной амортизирующей упаковки с демпферами.
Второй аспект — таможенное оформление и сертификация. Оборудование должно иметь действующий сертификат ТР ТС (ЕАС). Проверьте, чтобы сертификат был выдан именно на ту модель и завод-изготовитель, откуда вы планируете везти товар. Частая схема мошенничества — предоставление сертификата на похожую модель другого завода. Также учитывайте валютные риски и сроки поставки комплектующих. В текущих условиях цепочки поставок могут рваться, поэтому наличие у производителя страхового запаса компонентов, как это реализовано в ERP-системах передовых заводов, становится конкурентным преимуществом.
Мы настоятельно рекомендуем включать в контракт пункт о приемке товара на заводе изготовителе перед отгрузкой. Это позволяет выявить дефекты покраски, геометрии или комплектности до того, как контейнер окажется в пути. Расходы на командировку инженера окупаются отсутствием рекламаций и простоев на объекте.
Часто задаваемые вопросы
Какой минимальный объем заказа (MOQ) у ведущих производителей?
Для стандартных моделей разъединителей (например, GW9-12) большинство заводов готовы отгрузить партию от 5-10 штук. Однако для получения оптовой цены и бесплатной доставки до порта обычно требуется заказ от 50 единиц или на сумму свыше $10,000. Индивидуальные проекты с измененной конструкцией могут требовать MOQ от 20-30 штук из-за затрат на переналадку линии. Уточняйте условия у менеджера, так как в периоды низкой загрузки заводы могут пойти навстречу и снизить порог входа.
Можно ли получить оборудование с исполнением для крайнего севера (ХЛ1)?
Да, ведущие производители, включая ООО «Чжэцзян Синтянь Электрик», предлагают модификации для работы при температурах до -60°C. Для этого используются специальные морозостойкие смазки в приводах, сталь пониженной хладостойкости и подогрев шкафов управления (при наличии электропривода). Важно четко указать требование исполнения ХЛ1 в техническом задании, так как стандартное исполнение У1 не гарантирует работу механизмов в экстремальных холодах.
Каков реальный срок службы разъединителей с полимерной изоляцией?
При соблюдении условий эксплуатации и отсутствии механических повреждений срок службы полимерных изоляторов составляет 25-30 лет. Это сопоставимо с фарфором, но требует регулярной визуальной проверки на отсутствие глубоких порезов или следов перекрытия. Производители дают гарантию на отсутствие старения материала обычно в течение 10-15 лет. Главное преимущество — отсутствие риска боя при транспортировке и меньший вес, что упрощает монтаж.
Предоставляют ли заводы шеф-монтаж и пусконаладку?
Крупные заводы включают шеф-монтаж в стоимость контракта при заказе крупных партий или сложных подстанций. Это подразумевает выезд инженера для контроля правильности установки, регулировки контактов и проверки механики. Мелкие партии обычно поставляются с подробной инструкцией и видео-мануалами. Уточняйте эту услугу заранее, так как визит специалиста может занять время на согласование виз и логистику.
Выбор правильного поставщика разъединителя — это инвестиция в бесперебойность вашего энергоснабжения. Не гонитесь за самой низкой ценой, если она достигается за счет экономии на материалах контактов или отсутствии испытаний. Доверяйте тем, кто открыто демонстрирует свое производство, имеет реальные кейсы в энергетике и готов нести ответственность за качество своей продукции. Технологии развиваются, и современное оборудование должно быть не просто механическим выключателем, а частью цифровой экосистемы вашей сети.
Если вы ищете надежного партнера с полным циклом производства, сертифицированными решениями и опытом работы в международных проектах, рассмотрите предложение от профессионалов, объединяющих инновации и качество. Изучить каталог высоковольтного оборудования и получить консультацию инженера можно прямо сейчас, чтобы обсудить детали вашего проекта и подобрать оптимальную конфигурацию под ваши задачи.