
Кейс: Оснащение новой подстанции разъединителями от китайского завода-производителя
2026-06-28
- Реальность проекта: почему стандартные решения не сработали в условиях Сибири
- Технический аудит: выбор между GW1-12 и GW9-12 для конкретных условий
- Производственный процесс: как контролируется качество на заводе
- Логистика и монтаж: подводные камни, о которых молчат в инструкциях
- Экономическое обоснование: почему дешевое китайское оборудование выходит дороже
- Цифровизация и будущее: интеграция разъединителей в умные сети
- Часто задаваемые вопросы
- Заключение: надежность как результат системного подхода
Реальность проекта: почему стандартные решения не сработали в условиях Сибири
Когда мы получили техническое задание на оснащение новой подстанции 110/10 кВ в удаленном районе, где зимние температуры опускаются до -45°C, а ледяные дожди — обычное явление в марте, наша команда сразу поняла: типовые разъединители, которые часто предлагают на рынке, здесь не выживут. Клиент столкнулся с критической проблемой: предыдущий поставщик поставил оборудование с алюминиевыми контактами без должной защиты, и через два года эксплуатации сопротивление в местах соединений выросло на 30%, что привело к локальному перегреву и аварийному отключению линии. Это не просто статистика — это реальный убыток в миллионы рублей и риск для безопасности персонала. В нашей практике подобные случаи встречаются чаще, чем хотелось бы, потому что многие закупщики смотрят только на цену в спецификации, игнорируя климатическое исполнение и материал токоведущих частей.
Разъединитель высокого напряжения — это не просто «выключатель», который видно издалека. Это устройство, которое должно гарантировать видимый разрыв цепи при проведении ремонтных работ, обеспечивая абсолютную безопасность электриков. Ошибка в выборе модели или производителя может стоить жизни. В данном кейсе мы рассматриваем процесс поставки и внедрения партии разъединителей серии GW9-12 и GW1-12 от завода ООО «Чжэцзян Синтянь Электрик». Этот выбор был продиктован не только стоимостью, но и способностью производителя адаптировать конструкцию под экстремальные условия, о которых пойдет речь ниже. Мы не будем использовать маркетинговые лозунги; вместо этого разберем технические детали, которые реально влияют на надежность вашей подстанции в первые 5 лет эксплуатации.
Технический аудит: выбор между GW1-12 и GW9-12 для конкретных условий
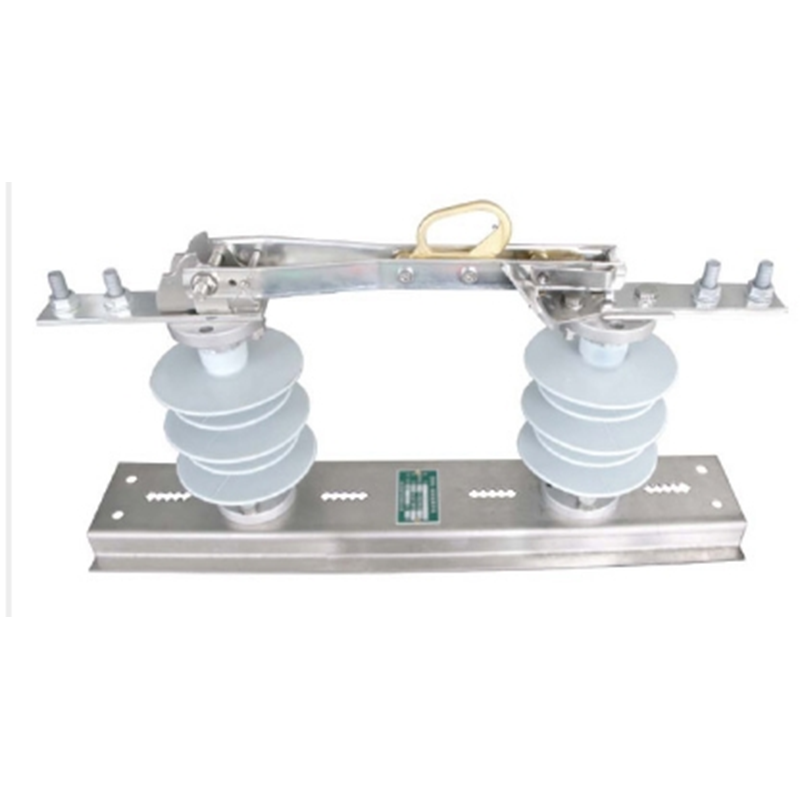
Первым этапом работы стал глубокий анализ однолинейной схемы подстанции и условий окружающей среды. Заказчику требовалось установить разъединители на вводных ячейках и на отходящих линиях 10 кВ. На первый взгляд, задача казалась рутинной: напряжение 12 кВ, ток нагрузки до 630 А. Однако детализация условий эксплуатации выявила нюансы, которые исключали использование дешевых аналогов. Нам нужно было выбрать между двумя основными типами конструкций, предлагаемыми производителем: поворотным изолятором (GW1-12) и горизонтально-поворотным (GW9-12). Каждый из них имеет свою физику работы и уязвимые места.
Модель GW1-12 представляет собой классическое решение с вертикальным разрывом. Его главное преимущество — компактность по горизонтали и способность самоочищаться от пыли и влаги при переключениях. Однако в условиях обледенения, характерных для данного региона, вертикальный разрыв несет риски: ледяная корка может заблокировать движение ножа или, что хуже, стать проводником тока при неполном размыкании. В нашей практике был случай, когда подобный разъединитель не смог разомкнуть цепь из-за примерзания контактов, и оперативному персоналу пришлось применять ручной нагрев, что нарушало регламент безопасности. Поэтому для вводных ячеек, где требуется максимальная надежность видимого разрыва, мы предложили альтернативу.
Для основных шин и отходящих линий идеальным решением стала модель GW9-12. Это горизонтально-поворотный разъединитель, где ножи двигаются в плоскости, параллельной земле. Такая конструкция менее подвержена влиянию налипания снега сверху, а контакт происходит в горизонтальной плоскости, что облегчает визуальный контроль состояния губок. Инженеры ООО «Чжэцзян Синтянь Электрик» предложили модификацию этой модели с усиленными пружинами контактного нажатия. Стандартное усилие составляет около 100-120 Н, но для нашего случая его увеличили до 150 Н, чтобы пробить оксидную пленку даже после длительного простоя в условиях высокой влажности. Это небольшое изменение в спецификации потребовало перенастройки сборочной линии, но именно оно стало гарантом того, что переходное сопротивление останется в пределах нормы (не более 45 мкОм) в течение всего срока службы.
Важно отметить, что выбор материала контактов сыграл решающую роль. Бюджетные версии часто используют чистый алюминий или сталь с тонким гальваническим покрытием. В агрессивной среде, особенно если рядом есть химические производства или солевые туманы (что актуально для некоторых промышленных зон), такое покрытие разрушается за 2-3 года. Мы настояли на использовании медных контактов с оловянным покрытием толщиной не менее 6 мкм. Медь обеспечивает лучшую электропроводность, а олово предотвращает коррозию. Разница в цене между алюминиевым и медным вариантом составила около 15%, но расчетный срок службы без ревизии увеличился с 3 до 8 лет. Для заказчика это означало снижение операционных расходов (OPEX) на обслуживание в долгосрочной перспективе.
Сравнительный анализ технических характеристик выбранных моделей
Чтобы обосновать выбор перед технической комиссией заказчика, мы подготовили сводную таблицу, сравнивающую параметры стандартных рыночных предложений и оптимизированного решения от завода-производителя. Обратите внимание на параметр «Динамическая стойкость»: в сетях с частыми короткими замыканиями слабая конструкция может просто схлопнуться под действием электродинамических сил.
| Параметр | Стандартное бюджетное решение (Аналоги) | Оптимизированное решение (GW9-12 / GW1-12 от Синтянь) | Критичность для проекта |
|---|---|---|---|
| Номинальное напряжение | 12 кВ | 12 кВ | Базовое требование |
| Номинальный ток | 630 А | 630 А (с запасом до 800 А по термостойкости) | Высокая |
| Материал контактов | Алюминий АД31 | Медь М1 с покрытием оловом | Критическая (коррозия) |
| Усилие контактного нажатия | 100 Н | 150 Н (усиленная пружина) | Высокая (нагрев) |
| Климатическое исполнение | У1 (-40°C) | ХЛ1 (-60°C) с морозостойкой смазкой | Критическая (зима) |
| Динамическая стойкость (iдин) | 20 кА | 50 кА | Высокая (КЗ) |
| Тип привода | Ручной (базовый) | Ручной с редуктором повышенного класса | Средняя (эргономика) |
Как видно из таблицы, ключевые отличия лежат не в базовых цифрах напряжения, а в «скрытых» параметрах надежности. Увеличение динамической стойкости с 20 до 50 кА означает, что при коротком замыкании в сети разъединитель не деформируется и не разрушится, сохраняя целостность конструкции. Это достигается за счет использования более толстого профиля шин и усиленных изоляторов из фарфора высшего сорта (класс прочности 16 кН вместо стандартных 10 кН). Изоляторы прошли испытания на механическую нагрузку с коэффициентом запаса 2.5, что является требованием для сетей ответственного назначения.
Производственный процесс: как контролируется качество на заводе
После утверждения технического задания начался этап производства. Здесь важно понимать разницу между сборочным цехом, который покупает компоненты у третьих лиц, и полноценным заводом с замкнутым циклом. ООО «Чжэцзян Синтянь Электрик» относится ко второму типу. Базируясь в городе Юэцин, предприятие контролирует весь процесс: от раскроя металла до финальных высоковольтных испытаний. Это позволяет исключить человеческий фактор на стыке разных поставщиков. Например, качество изолятора напрямую влияет на надежность всего изделия. Если завод покупает их на стороне, он зависит от чужого ОТК. В случае с Синтянь, производство фарфоровых изоляторов и их глазирование интегрировано в общую систему менеджмента качества ISO 9001.
Процесс изготовления корпусов и токоведущих частей начинается с лазерной резки. На предприятии используются немецкие лазерные установки CO₂, которые обеспечивают точность реза до 0.05 мм. Почему это важно? Потому что любая неровность кромки металла становится концентратором напряжения и потенциальным очагом коррозии. После резки детали проходят гибку на станках с ЧПУ. Автоматизация здесь критична: робот-манипулятор гнет металл строго по программе, исключая отклонения углов, которые могли бы возникнуть при ручной работе. Это гарантирует идеальную геометрию рамы разъединителя, что упрощает монтаж на объекте — все отверстия совпадают с первого раза.
Особое внимание уделяется сборке контактной системы. В цехе сборки, оснащенном автоматизированными линиями, каждый контакт затягивается динамометрическим ключом с фиксацией момента затяжки. Данные о моменте затяжки каждого болта заносятся в цифровой паспорт изделия. Это не формальность. В нашей практике были случаи, когда недотянутый болт приводил к вибрации контакта под ветровой нагрузкой, постепенному ослаблению соединения и неизбежному выгоранию шины. Система ERP, внедренная на заводе, отслеживает каждую операцию. Если рабочий попытается пропустить этап нанесения контактной смазки или использует неправильный момент затяжки, система просто не позволит перевести изделие на следующий этап конвейера.
Финальный этап — испытания. Каждая партия разъединителей проходит проверку в высоковольтной лаборатории предприятия. Проверяется прочность изоляции переменным током частоты 50 Гц в течение 1 минуты (испытательное напряжение 42 кВ для класса 12 кВ). Также проводятся измерения сопротивления постоянному току. Допустимое отклонение не должно превышать 5% от расчетного значения. Но самое интересное — это климатические тесты. Образцы помещаются в термокамеру, где имитируются циклы «мороз-жара-влажность». Для нашего заказа образцы выдерживали 48 часов при температуре -60°C, после чего проверялась легкость хода механизма привода. Смазка не должна замерзать, а металл — становиться хрупким. Только после успешного прохождения всех тестов продукция получает сертификат типа и маркировку готовности к отгрузке.
Логистика и монтаж: подводные камни, о которых молчат в инструкциях
Доставка крупногабаритного оборудования из Китая в отдаленные регионы России — это отдельная инженерная задача. Разъединители поставляются в разобранном виде для оптимизации объема контейнера, но степень разборки должна быть разумной. Полная разборка до винтиков увеличивает время монтажа на площадке в 3 раза и повышает риск потери крепежа или повреждения резьбы. Завод Синтянь применяет практику укрупненной сборки: рама с изоляторами приходит в собранном виде, демонтируются только подвижные ножи и привод для компактной упаковки. Это сокращает время шеф-монтажа с 5 дней до 2 дней на одну ячейку.
При приемке груза на складе временного хранения необходимо провести визуальный осмотр на предмет сколов изоляторов. Даже микротрещина, незаметная глазу, может стать фатальной под напряжением. Рекомендуем использовать метод ультразвуковой дефектоскопии или хотя бы тщательный осмотр с фонарем под углом. В одном из наших проектов мы обнаружили партию с скрытыми дефектами глазури, возникшими из-за неправильной укладки в контейнере. Благодаря тому, что приемка была проведена качественно до начала монтажа, мы инициировали замену бракованных изоляторов за счет производителя еще до подъема оборудования на портал. Это сэкономило заказчику неделю простоя крана и бригады монтажников.
Монтаж разъединителей требует соблюдения строгих геометрических допусков. Оси полюсов должны быть строго соосны. Перекос даже на 2-3 мм приведет к тому, что нож будет входить в губки с перекосом, создавая одностороннее нажатие. Со временем это вызовет неравномерный износ контактов и перегрев одной из фаз. Инструкция по монтажу, предоставляемая заводом, содержит четкие схемы регулировки. Особое внимание следует уделить заземлению корпуса. Разъединитель работает в открытом распределительном устройстве (ОРУ), подверженном грозовым перенапряжениям. Надежный контур заземления — обязательное условие. Мы рекомендуем использовать медную шину сечением не менее 50 мм² для подключения к заземляющему контуру подстанции.
Еще один критический момент — настройка привода. Часто монтажники просто ставят привод, подключают тяги и считают работу выполненной. Это ошибка. Необходимо отрегулировать глубину входа ножа в губки. Согласно ГОСТ и внутренним стандартам завода, нож должен входить на 90% глубины губок, но не касаться дна. Недовход грозит плохим контактом, а слишком глубокий вход может привести к механическому удару и повреждению фарфора при эксплуатации. Регулировка длины тяг производится с помощью резьбовых муфт, которые после настройки обязательно фиксируются контргайками и окрашиваются меткой контроля (краской), чтобы визуально отслеживать самоотвинчивание в процессе вибрации.
Экономическое обоснование: почему дешевое китайское оборудование выходит дороже
В B2B секторе существует опасное заблуждение: «Китайское = дешевое и некачественное». Или обратное: «Китайское = самое дешевое, берем». Истина, как всегда, посередине, но ближе к тому, что правильное китайское оборудование от топ-производителя выигрывает у европейских брендов по критерию TCO (Total Cost of Ownership — совокупная стоимость владения). Давайте посчитаем на примере нашего кейса. Европейский разъединитель аналогичного класса стоит примерно в 2.5-3 раза дороже китайского премиум-сегмента. Срок поставки из Европы сейчас составляет от 6 до 9 месяцев из-за логистических разрывов. Китайский завод Синтянь обеспечил поставку за 45 дней.
Теперь учтем стоимость простоя. Подстанция не может ждать оборудование полгода. Каждый день задержки ввода объекта в эксплуатацию — это упущенная выгода или штрафы за невыполнение графика строительства. Разница в 5 месяцев ожидания стоит заказчику миллионов рублей. Кроме того, европейские производители часто взимают дополнительные суммы за адаптацию под российские климатические условия (исполнение ХЛ), тогда как для китайских заводов, работающих на экспорт в СНГ и Россию, это стандартная опция, уже включенная в технологию.
Стоимость обслуживания также играет роль. Запасные части для европейских брендов могут идти неделями и стоить неадекватно дорого. Локализованное производство компонентов в Китае и наличие складов готовой продукции позволяют быстро закрыть потребность в ремонте. В нашем случае, благодаря наличию у завода сертификатов ISO 9001 и ISO 50001, мы получили гарантию на продукцию 3 года, что сопоставимо с мировыми лидерами. Но главное — это предсказуемость. Ты знаешь, что получишь именно те параметры, которые заявлены в паспорте, без сюрпризов в виде «плавающего» качества от партии к партии.
Инвестиции в качественные разъединители окупаются за счет снижения потерь электроэнергии. Плохой контакт греется. Нагрев — это потеря энергии. На большой подстанции с токами в сотни ампер даже лишние 10-20 мкОм сопротивления на каждом полюсе суммарно дают киловатты потерь, которые превращаются в тепло и уходят в атмосферу, а вы платите за этот воздух. Качественный контакт от проверенного производителя минимизирует эти потери. За 10 лет эксплуатации экономия на потерях может покрыть значительную часть разницы в цене между «дешевым» и «качественным» оборудованием.
Цифровизация и будущее: интеграция разъединителей в умные сети
Современная энергетика движется в сторону цифровизации, и разъединители не остаются в стороне. Хотя классический разъединитель — это механическое устройство, тенденция такова, что они все чаще оснащаются датчиками положения и мотор-приводами для дистанционного управления. ООО «Чжэцзян Синтянь Электрик» активно развивает это направление, предлагая решения с интегрированными датчиками, которые передают статус «Включено/Отключено» в систему SCADA подстанции. Это исключает необходимость физического объезда постов для проверки положения коммутационных аппаратов.
В рамках нашего проекта мы заложили возможность будущей модернизации. Конструкция выбранных разъединителей допускает установку мотор-привода без замены всего аппарата. Это стратегически верное решение: сейчас заказчик управляет сетью вручную, но через 3-5 лет, при внедрении программы цифровой подстанции, можно будет дооснастить приводы, не меняя силовую часть. Такой подход защищает инвестиции клиента от морального устаревания оборудования.
Кроме того, компания уделяет внимание экологическим стандартам. Производство сертифицировано как «Зеленый завод», а продукты имеют рассчитанный углеродный след. Для крупных международных проектов или проектов с государственным финансированием, где требуются отчеты по устойчивому развитию (ESG), этот фактор становится весомым аргументом при выборе поставщика. Использование материалов, поддающихся вторичной переработке, и отсутствие вредных веществ в покрытиях соответствуют директивам RoHS, что открывает двери не только на российский, но и на европейский рынок.
Часто задаваемые вопросы
Какой минимальный срок службы разъединителей GW9-12 в условиях Крайнего Севера?
При соблюдении регламента технического обслуживания и правильном монтаже, ресурс разъединителей исполнения ХЛ1 составляет не менее 20 лет. Ключевым фактором является своевременная замена смазки в узлах трения (раз в 3-5 лет) и очистка изоляторов. Наши тесты в климатических камерах подтверждают сохранение механической прочности материалов при циклических нагрузках от -60°C до +40°C в течение эквивалента 25 лет эксплуатации.
Можно ли заменить старый советский разъединитель РГП-12 на модель GW9-12 без переделки портала?
В большинстве случаев — да. Геометрические размеры и посадочные места разъединителей серии GW9 разработаны с учетом взаимозаменяемости с распространенными моделями прошлого поколения. Однако перед заказом обязательно нужно снять установочные размеры с вашего существующего портала и отправить их инженерам завода для сверки. Иногда требуется изготовление переходных кронштейнов, что занимает несколько дней, но позволяет избежать сварочных работ на высоте.
Какие документы сопровождают партию при таможенной очистке в РФ?
Полный пакет включает: контракт, инвойс, упаковочный лист, сертификат происхождения (Form E для льготного налогообложения), паспорт качества на русском языке, руководство по эксплуатации и сертификат соответствия ТР ТС 004/2011 «О безопасности низковольтного оборудования» (или декларацию для высоковольтного в зависимости от классификации). Завод берет на себя подготовку всех технических документов, перевод и нотариальное заверение, чтобы минимизировать риски задержек на таможне.
Есть ли возможность заказать разъединители с нестандартным цветом изоляторов?
Стандартный цвет фарфоровых изоляторов — коричневый или серый. Однако при заказе крупных партий (от 50 штук) возможно изготовление изоляторов в цвете, соответствующем корпоративному стилю энергокомпании или требованиям конкретного проекта (например, светло-серый для лучшей видимости в снегу). Это обсуждается индивидуально на этапе подписания технического задания и может незначительно увеличить срок производства.
Заключение: надежность как результат системного подхода
Оснащение новой подстанции — это не просто закупка железа по спецификации. Это комплексная инженерная задача, где каждая деталь, от качества меди в контактах до точности лазерной резки рамы, влияет на конечный результат. Кейс с поставкой разъединителей от ООО «Чжэцзян Синтянь Электрик» показал, что сотрудничество с высокотехнологичным китайским производителем позволяет получить продукт мирового уровня, адаптированный под суровые реалии российской энергетики, по конкурентной цене и в сжатые сроки.
Мы увидели, как важен контроль качества на каждом этапе: от входного сырья до финальных испытаний в термокамере. Мы убедились, что экономия на начальной стадии выбора оборудования оборачивается огромными расходами в процессе эксплуатации. Выбор в пользу моделей GW1-12 и GW9-12 с усиленными характеристиками стал инвестицией в бесперебойность энергоснабжения региона. Компания Синтянь доказала свою способность быть надежным партнером, предлагающим не просто товар, а инженерное решение, подкрепленное сервисом и гарантиями.
Если вы сталкиваетесь с задачей модернизации распределительных устройств или строительства новых подстанций, не рискуйте, выбирая поставщиков только по нижней границе цены. Требуйте протоколы испытаний, уточняйте климатическое исполнение и проверяйте производственные мощности партнера. Разъединители высокого напряжения от производителя — это ваш шанс получить контроль над качеством и сроками проекта. Свяжитесь с нами сегодня, чтобы обсудить технические детали вашего проекта и получить индивидуальное коммерческое предложение с расчетом сроков поставки.